On 3D printers, we start to have a wide variety of Hotends.
Here is a newcomer starting and Ullule cround founding campaign who’s goal is to manufacture it and make it available for everyone.
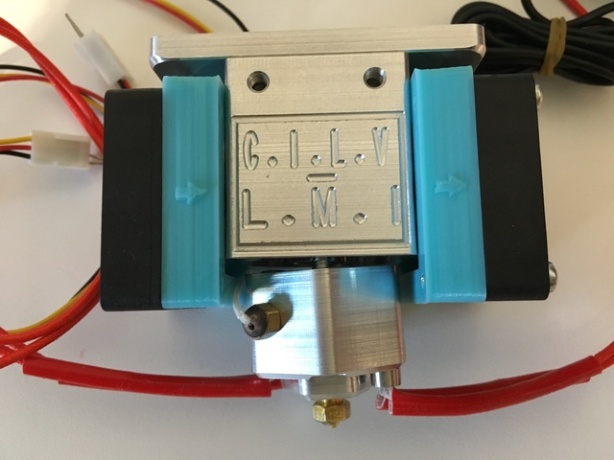
- Made in France by Professional CNC machines
- This hot end can be provided with a full set of Nozzles.
- It’s compatible with both 1.75mm and 3mm filament
- All the airflow goes through the huge heatsink

- The Flat heatsink and the 2 mounting holes greatly increases the steadiness of the hotend when mounted on the carriages.
- It’s also provided with a mounting plate, so you can use it to attache an extruder on top of it, or you can use it to mount it on a horizontal carriage
- Provided with a double cooling fan : 1 fan is blowing the air inside and the other fan is extracting the air. This allows the hot end to work on harder environment conditions that with standard E3D hotends

- Provided with a digital thermometer that can be plugged inside the heatsink to watch if the hotend is operating on it’s working range. The temperature at the top of the heatsink is somehow linked to the temperature on the heatbreak side. So, monitoring the temperature at the top gives you an idea if the heatbreak temperature is inside normal working range. Above this point PLA filament might clog.

- With air cooling alone, the hot end can work under around 30-35°C of ambient air.
When compared with other models of hotends, during summer, when the room temperature is reaching 27-28°C the full metal hot ends will easily clog with some PLA filament.
- It has a HUGE heater block with Dual 40W heater cartridge!
The heater block is huge and can heat as fast as standard E3D hotends.

The side of the heating block allows the filament to better/faster melt when passing through the block.
The plastic deposit is smooth and the heating capacity of the block allows easily to use nozzles with very big diameters (1mm and more!)
It’s also very robust to any airflow.
Also the thermistor is screwed on the heater block

- Large but reasonable height


- A water cooling system can be installed easily

Here is a 3D view of the future Water cooling system compatible with the hotend.
Possible Future upgrades
This design also allows some flexibility for upgrades such as swappable nozzles

Positive points:
- Dual heater cartridge (2x40W) => great melting capacity at low temperature.
- Dual Cooling fan => can print at high ambient temperature
- Can be upgraded
- Thermistor is screwed on the heater block
- Supports standard nozzles with M6 thread
- Professional CNC machined hot end
- Full Metal
- Provided with changeable heartbreaks to support both 3mm and 1.75mm filaments
Limitations:
- The price can be expensive for some users
- The size can be an issue for small 3D printers
For more details check the Ullule campaign here
Let’s see what other hot end exists on the market for single extrusion hotends (non exhaustive list):
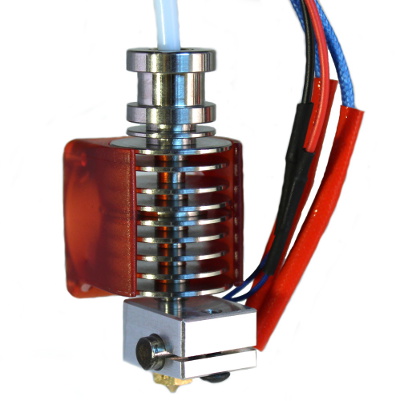
Chinese E3D Clones:

This model is a clone of E3DV6 hotend.
You can make the difference because
- It’s sold on chinese market places (alibaba, ebay etc…)
- It has a metallic pneumatic connector (the original one is embedded on the heatsink)
- the heat block is still using a standard thermistor and a screw to hold it on the block
- The thermistor is held with the heater cartridge by capton tape
- The heater block is not compatible with the originals E3D silicone socks

Positive points:
- Cheap
- Easy to find
- Compatible with E3D mounting grooves
- The heatsink has the injected fan holder which is often good quality.
- Using standard nozzles with M6 thread
- Provided with 40W heating cartridge (Original model is 30W)
Limitations:
- Quality can vary from seller to seller
- Not a full metal hot end: These are made to use a PTFE liner inside so don’t expect to go higher than 240°C with them!
- I know a lot of people that struggled with these, so be aware of this
Buda style :

This model is bigger than the other kind of hotends
Positive points:
- Has a mounting plate which seems steady
- Can be provided with Heater cartridge (look for these model if you want one)
- The heatbreak can be in Peek (so not a full metal hotend), so it might be easy to print PLA without clogging issues
Limitations:
- Can be provided with power resistor instead of heater cartridge (these often don’t last long!)
- The PEEK heatbreak is limiting the maximum temperature you can use with this hotend.
Original E3D Hotends series
Here you have multiple very popular hotend models
E3D Lite 6
Positive points:
- Cheap
- Good quality manufacture (made in UK)
- Provided with Silicone Socks
- Compatible with E3D mounting grooves
- Very robust with any kind of PLA, clogging free!
Limitations:
- Semi metal hot end, so max temp is 245°C, which is enough for most common materials PLA, ABS and PETG, LAYWOOD etc…
- Limited to 1.75mm filaments
E3D V6

Positive points:
- Very good hot end!
- Full Metal (can reach 285°C as is and up to 400°C with a PT100 module)
- Good quality manufacture (made in UK)
- Provided with Silicone Socks
- Compatible with E3D mounting grooves
- Uses standard nozzles with M6 thread
- Can be upgraded
- 2 models: 1.75 and 3mm
Limitations:
- More expensive than E3D Lite and Chine clones
Hexagone AO:

Based on Hexagone Hotend, with bigger heater block
Positive points:
- Big heater block
- Full Metal
- Good quality manufacture
- Provided with compact heater cartridge
Limitations:
- Some PLA might clog easily if the heatsink is not properly cooled down
- No dedicated fan mount provided, you have to make one yourself.
Dyze

Positive points:
- Very compact
- Full Metal
- Titanium heatbreak
- High quality nozzles
- Can reach up to 500°C for very special materials
- Professional grade
- Water cooling compatible (a full set of water cooling upgrades are available)
Limitations:
- Can be expansive for some small 3D printers users
- Very small fan, can lead to some cooling issues if the hotend is placed in hot environment
- Watch out what types of filaments you are using with this nozzles and properly clean up the nozzles after changing materials
The other hotends
I’m very sorry if i missed any other hotends but the goal of this article is not to list them all.
The main goal is to show you a few common hotends so that you can compare and make your own mind about the CILV3D hot end.